TEC 5970/INT 5970 Problem Solving
HELP YOUR SUPPLIER
(Case Study)
How one company worked closely with a supplier to eliminate routine incoming inspection.
John Ffores and Constantine Pavsidis, Data Systems Div., Hewlett-Packard, Cupertino, CA----------------
• A supplier to Hewlett-Packard's Computer Division, Cupertino, CA, provided a unique assembly, at a reasonable price, but could not deliver the part without a high number of rejects. Management's first reaction was to consider a new supplier. However, that's not always an easy task, and this one supplier had been hard to find. The decision was made to help the existing supplier do a better job.
A plan of action
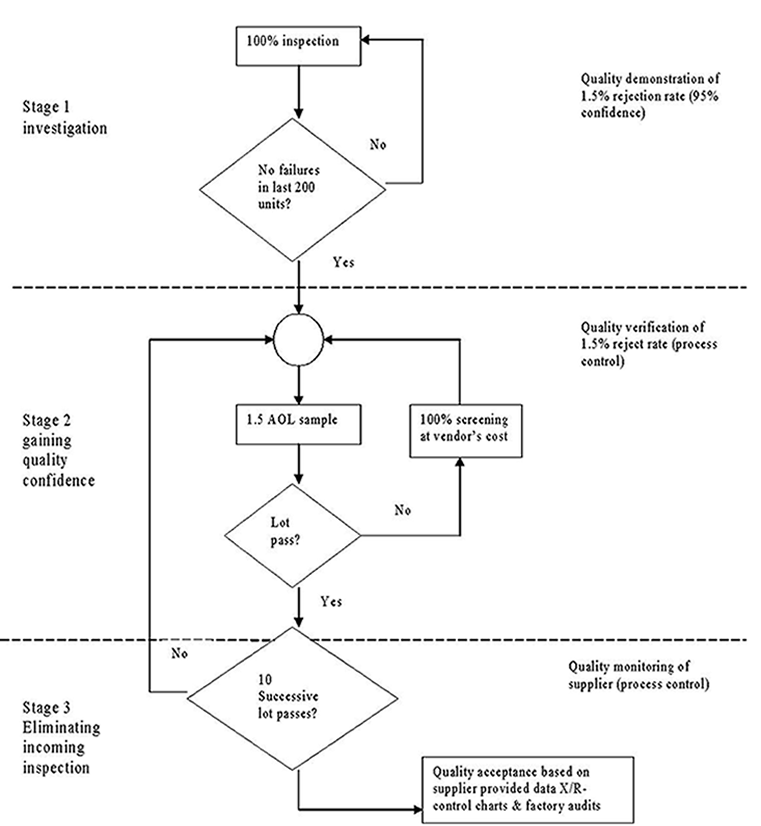
A project team, headed by the procurement engineer and aided by the buyer and incoming inspection supervisor, was formed. Their goals were to eliminate incoming inspection and establish direct shipment of the supplier's assemblies into stock. The project team set up a three-stage plan to achieve these goals: investigation, gaining quality confidence and eliminating incoming inspection.
Investigation
The key points in the first stage were to:
• analyze vendor's production and QA capabilities
• communicate with supplier on HP's product requirements specification
• assure that vendor's production and quality processes meet requirements
• establish the same quality measuring methods, materials and equipment at vendor and at HP plant
• videotape supplier's process
• perform inspection on initial production run before shipmentTwo members of the project team made a plant visit to analyze the vendor's production and QA capabilities. It was found that the vendor's interpretation of the specification did not agree with HP's expectations for the part specified. The specification was therefore modified to better meet the objectives of both the supplier and HP.
Next, the vendor outlined the production process and noted several improvements that could be made to improve quality and productivity. It was decided that a check sheet be made so that both the supplier and HP would use the same language or quality requirements and criteria. Moreover, the measuring tools and equipment to be used were to be the same, or at least equivalent.
In addition, the production process was videotaped during the visit. This was done to have a point of reference when communicating, and as a reference for future audits.
The last point in the investigative stage was to agree that before any shipments be made, or even small quantities produced, HP would make an on-site inspection of the initial production run. Finding the problem at the supplier saves time in returns and rework.
Gaining confidence
The next stage was to assure that the corrective actions were working. The key points were to:
• compare HP data and vendor data to insure that the same quality methods, materials and equipment were used
• give the vendor positive corrective feedback via control and Pareto charts
• improve communications
• verify vendor's statistical control by use of control charis and histograms
Working with the supplier
At the outset, the major defect at incoming inspection was an out-of-tolerance horizontal linearity (Figure 2). After methods and equipment were changed, a Pareto listing showed horizontal linearity to be the least significant defect problem.
HP's specification called for 47 foot lamberts (F.L.) minimum, while the supplier's normal average was 38.25. Thv reason for such an extreme disparity was twofold. For customers other than HP, the supplier's production of monitors was at a brightness level averaging 38.25 with a minimum of 35.0. Also, the supplier somehow misread or misunderstood the requirement of 47 minimum.
Again, experience shows that the misreading of a specification is not unusual. Even when the specification was modified after a lab engineer's visit, this particular point was completely missed. Specification writing and understanding are difficulty tasks.
Several things were changed to achieve improvement. First, the supplier made a major change in product design. Although this greatly increased the number of units meeting HP specs, some still fell below limits.
A further check revealed that the measuring equipment and the adjustment instructions in the supplier's assembly stations were incompatible. This problem was also corrected.
Total units checked: 200
Total defective units found: 131
Total defectsfound: 167
Figure 2. Twelve-inch monitor performance rejects.
Eliminating incoming inspection
The key points in this final stage were to:
• stop routine incoming inspection
• monitor supplier product quality by using control charts and by making yearly vendor visits
• take action when control charts indicate out-of-control conditions by requesting special inspection and/or performing a vendor audit
Payback
Hewlett-Packard benefited in several ways from this three-stage program. Supplier appraisal costs were greatly reduced, as was the average lead time from incoming inspection to finished goods inventory (from 14 days to 1 day). Regular 100 percent incoming inspection was eliminated, as were rework returns. All of these results mean that the supplier is consistently providing a quality product.
------------------------
How to help a supplier
• Make on-site inspections and periodic audits a contractual requirement.
• Send at least one person from procurement, quality assurance and production engineering/manufacturing to perform vendor qualification before contract or to audit an existing supplier.
• Members of qualification team should review specifications, item by item, with supplier during on-site visit.
• Use videotape to record-vendor's production line, final inspection and quality assurance.
• Make a list of people to be contacted, both at supplier and in-house, in matters relating to quality, product safety and engineering design.
• Help supplier implement quality/productivity techniques and methods as required.
• Perform an initial production run inspection at supplier's facility before approving full production.
• Request that documentation of processes and inspection methods to be used by the supplier be made available.
• All shipments should arrive with a document showing that the process used to produce the lot was in statistical control.
• Make periodic visits to supplier for process audits and to discuss further improvements in quality/ productivity.
---------------------------
Presented at QualTest-2, October 26, 1983, Dallas. TX.
School of Technology
College of Business & Applied Sciences
Eastern Illinois University