TEC 5970/INT 5970 Problem Solving
Reduce Scraps Using Process Capability Study
(Case Study)
The Hydraulic Lift Company (HLC) manufactures freight elevators and automotive lifts used in garages and service stations. Figure 1 shows a simplified diagram of a hydraulic lift. The check valve is an important component in the system. Its purpose is to control the flow of hydraulic oil from the oil reservoir to the cylinder when the elevator is rising. As the elevator descends, the rate at which oil flows from the cylinder back to the reservoir is also controlled by the check valve.
One of the most important parts of the check valve is the piston, which moves within the valve body as the valve is opened or closed. The quality manager at HLC noticed that scrap rates on the piston had been very high over the past three years. Two models (part numbers 117227 and 117228) of check valve pistons are being manufactured. Because of extremely critical tolerances, these parts are among the most difficult ones produced in the machine shop.
Figure 1 Simplified Diagram of a Hydraulic Lift
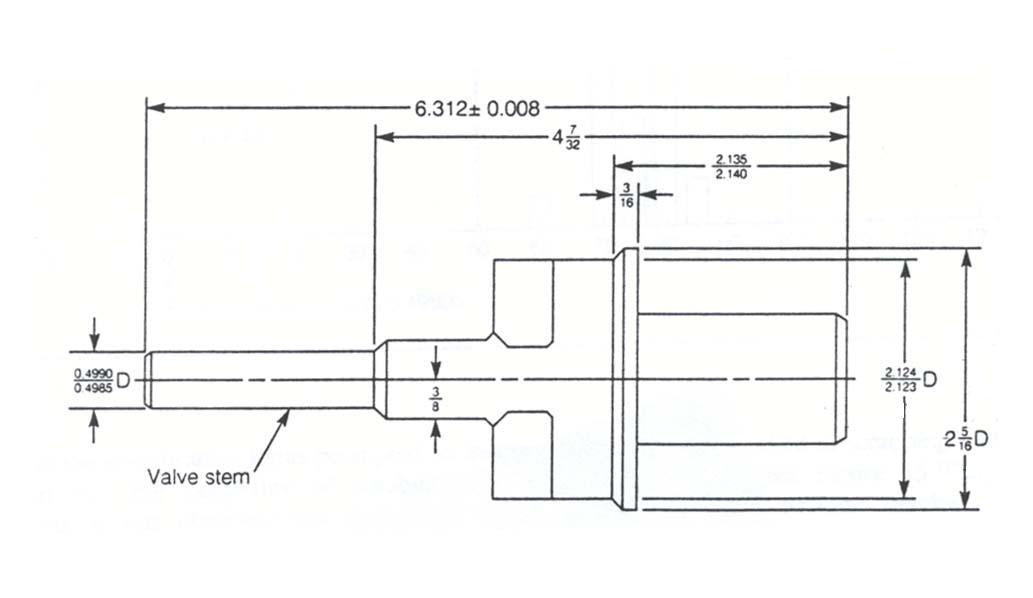
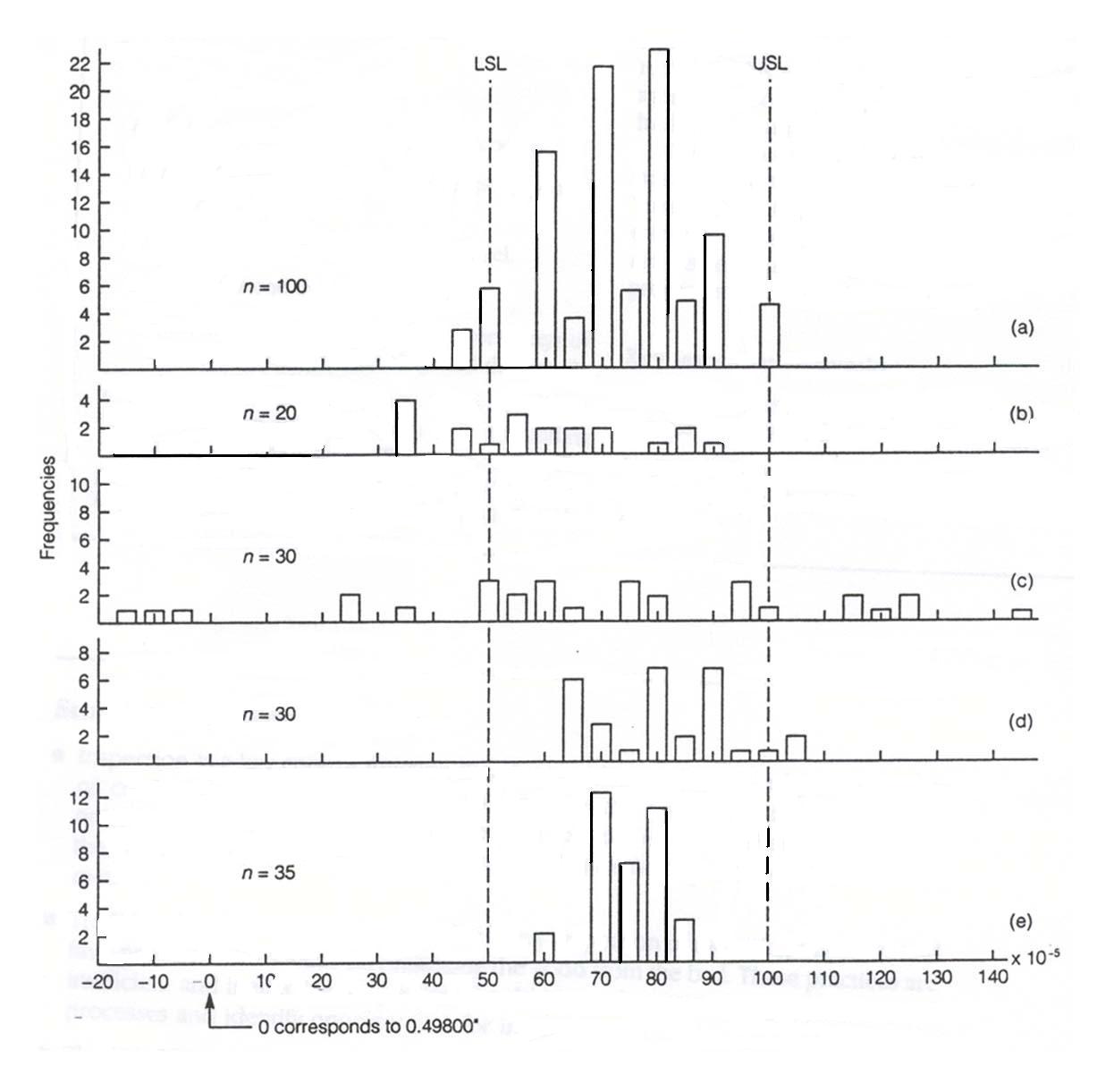
A study to determine the magnitude of the problem revealed that approximately $2,200 per month worth of parts had been scrapped over the past three years (Figure 2). This translates to about 1496 of total production of the parts, a scrap rate that is considered unacceptable. About half of the defective items were scrapped due to inability of the process to hold a 0.4990/0.4985 inch tolerance on the valve stem (see Figure 3). The machining operation used to shape the valve stem is performed on a grinding machine, which should have the capability of holding a tolerance within 0.0001-0.0002 inch under standard operating conditions. Manufacturing engineers and the quality manager decided to do a process capability study on one part (no. 117227) to gather statistical data on the stem problem and make a recommendation for improvements.The first step was to have an operator run 100 pans using the standard production methods. Results of the study [see the histogram in Figure 4(a)] revealed that a machine problem existed. The data showed that there were a few parts being produced outside the specifications. In addition, the strange shape of the histogram for dimensions within the specification limits prompted an investigation into the possibility of instability of the process. It was observed that the operator was constantly adjusting the machine setting to try to hold to the specified tolerance.
As a check on machine capability, the operator was asked to run 20 parts without adjusting the machine. This resulted in scrapping 6 of 20 parts, a 30% soap rate [see Figure 4 (b)]. This test verified that the machine needed some major adjustments.
The machine manufacturer was contacted and a technician was dispatched to the plant. A run of 30 parts was made to show how the machine operated.
Twelve of the thirty pieces were defective, with the stem dimension out of tolerance [see Figure 4 (c)]. The technician made the following adjustments:
• Installed new gaskets.
• Cleaned machine, adding oil and coolant.
• Loaded hand wheel bearing for more positive control.
• Reset retard pressure on grind wheel.
• Adjusted stone dresser mechanism.
• Reset dwell time (time the grindstone stays on the work piece after reaching final diameter).
The results of these adjustments were significant. Another 30 pans were run, with only two falling outside the tolerance limits [Figure 4(d)]. The process was still not considered to be fully satisfactory. The manufacturer's technician said that the grinder "ways" (channels on which the machine head travels) would have to be reground and that some parts in the machine would have to be replaced. This recommendation was made to management, who agreed to have the machine overhauled as required.After the work was completed, a run of 35 parts was made with results shown in Figure 4(e). These showed that all parts were well within tolerance limits. As a final step, operators and maintenance personnel were instructed on the proper use and care of the machine.
Key Issues for Discussion
1. Using the histograms in Figure 4, estimate the process capability indexes for each situation.
2. Discuss the approach used in this case in terms of the general problem-solving process presented in the course.
Figure 2 Average Scrap Cost per Month
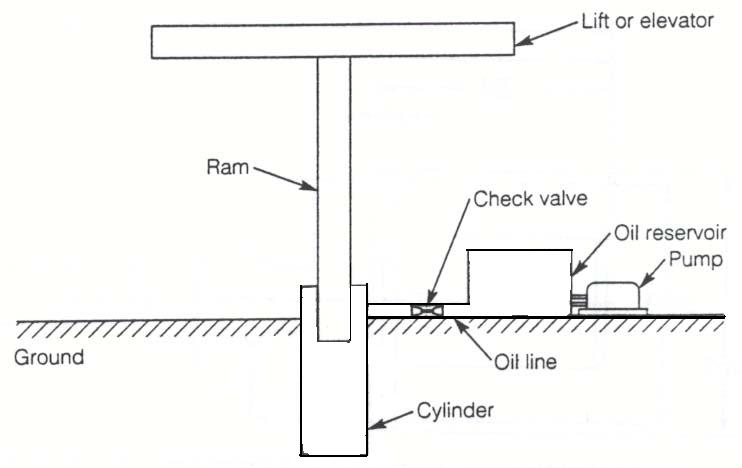
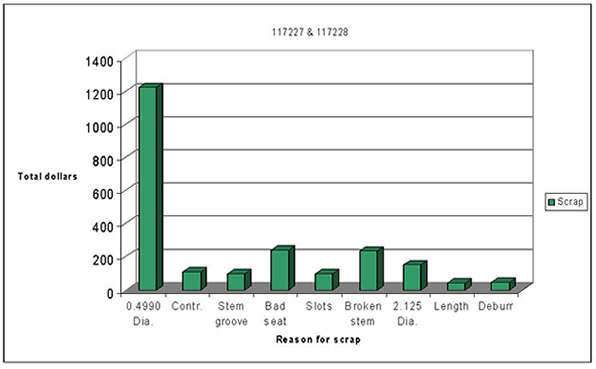
Figure 3 Part No.117227 Check Valve Piston
Figure 4 Process Capability Data for the Hydraulic Lift Company
School of Technology
College of Business & Applied Sciences
Eastern Illinois University